サポート
DEGUSSIT®研削研磨ツール ご利用のポイント
DEGUSSIT®研削研磨ツール製品ガイド
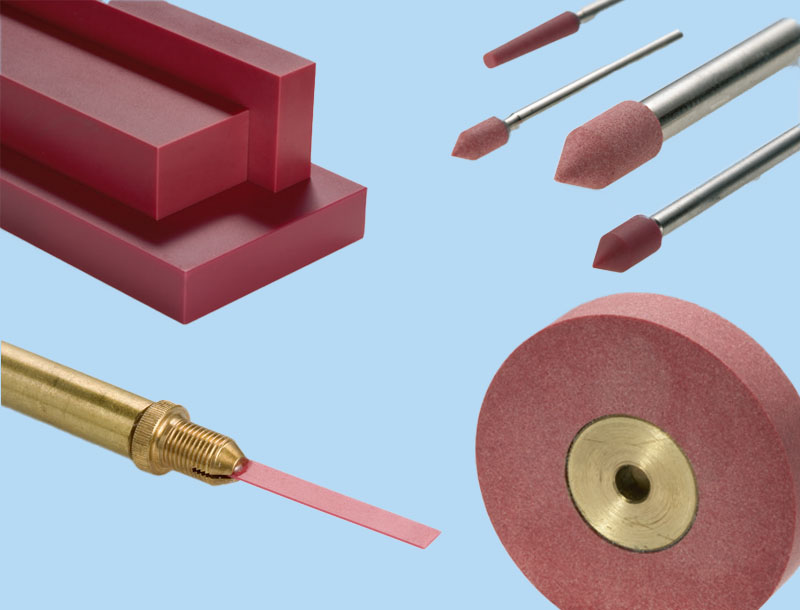
DEGUSSIT® DD57 研削研磨ツールは、非常に硬度の高い混晶(主材料のアルミナ:Al2O3に少量の酸化クロム:Cr2O3 を混合)から成り、その特徴の一つは「赤色」です。天然にはルビーとされる結晶です。
主な特長
・高硬度、高焼結結晶
・優れた耐摩耗性
・先端・側面の優れた安定性
・表面仕上げ
・高コストパフォーマンス
・サイズ・形状 多種ラインナップ
効 果
DEGUSSIT® DD57 研削研磨ツールは、接着剤を使用しない、焼結結晶から作られています。
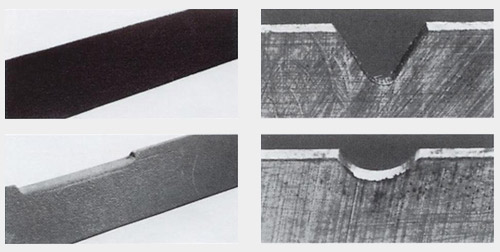
接着剤を使用したセラミックとの対比写真にて、効果を確認いただけます。
A:DEGUSSIT® やすりと B:接着剤使用タイプのセラミック製やすりを 用いて
60ロックウェル硬さ(Rockwell hardness)の鉄に2mm の溝加工した場合
|
||
 |
||
写真
|
(左上)
(左下)
|
Aヤスリの角には目立った摩耗が観られません。
Bヤスリでは、使用した部分が長手方向に1mmの深さに
えぐれ、角が無くなり、 軽度の反りが観られます。
|
写真
|
(右上)
(右下)
|
Aヤスリで処理した鉄片の溝の状態です。
Bヤスリで処理した溝は、研磨の途中でヤスリの角が無く
なったため、溝が十分に加工されていません。
|
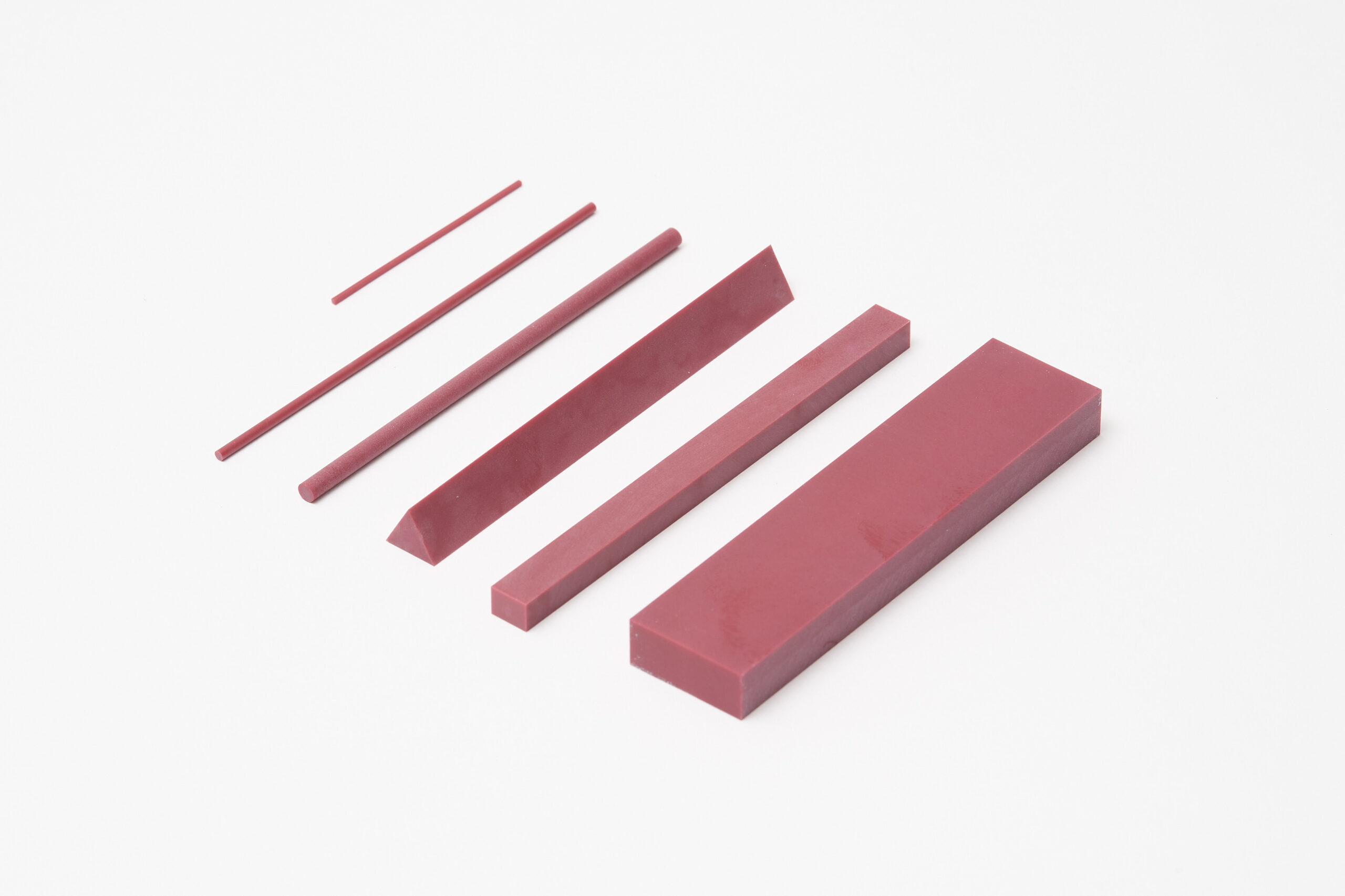
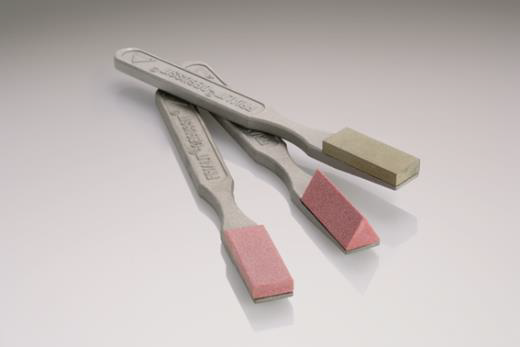
製品種類 1. 砥石 2.やすり 3.小型やすり
いずれも、さまざまな工具を研ぐことができ、鋼鉄や、クオーツ、ガラス、セラミック等の彫刻研磨材の面取りカットや彫刻にも使用できます。
1及び2は、ドライ・ウェットのいずれでも使用可能です。ウェット加工では、ペトロールやオイルを用いた加湿が有効です。使用後はグリース溶剤で洗浄できます。 ドライ加工時は、砥石・やすりの表面を天然ゴムでクリーニングします。
本製品のエッジを再度シャープに研ぐときは、同様の粗さ又は、より粗いタイプDEGUSSIT®研削研磨ツールやボロンカーバイド(炭化硼素)のハンドラッパーを使用します。
|
|
|
| 【細目】【中目】【荒目】の3種類の粗さでご提供しています。 ダイヤモンドホイールやラッピング剤を用いて一定の範囲内で表面を再研磨し、 さまざまな用途に DEGUSSIT®研削研磨ツールをご利用頂けます。 |
||

◆DEGUSSIT細目 小型やすりセット 【型番900-41420-0】
*小さいタイプはホルダーに取り付けて使用できます。 ▽ 内容:ホルダー1本、口金2個、ヤスリ11種x各1本
|
◆DEGUSSITやすりセット 【型番900-00700-0】
▽内容:ヤスリ5種x各1本
|
||||||||||||||||||||||||||||||||||||
| 上記の他にも、砥石、やすりの標準品がございます。詳しくは標準品カタログをご参照下さい。 | |||||||||||||||||||||||||||||||||||||


製品種類 4. ハンドラッパー
手研磨用ツールです。酸化物セラミック、鋼鉄など、あらゆる工具の微細研磨に適しています。
|
◆DEGUSSITハンドラッパーセット 【型番990-00800-0】 内容:焼結ルビー・ボロンカーバイド・ダイヤモンド材 全10種から8種を選択。 *受注生産になりますので、数量・納期についてはお問合せ下さい。
|
|||||||||||||||||||
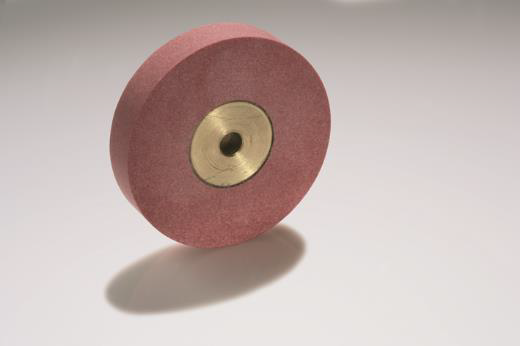
製品種類 5. 微細研磨ホイール
主に鋼鉄など難研削材の微細研磨に使われます。
標準品は【細目】になります。ご要望により【中目】もご提供可能です。
推奨周速度は【細目】1~5m/秒 【中目】3~15m/秒。
冷却用に洗浄、パラフィン、切削油、乳状液を使用することを推奨します。
旋盤などのスピンドルは、ダイヤモンドホイールやダイヤモンド多粒子ドレッサ又は ボロンカーバイドハンドラッパーを用いて、適切な研削が求められます。表面仕上げのきめの細かさ、粗さによって研磨ホイールの粒子サイズを選択します。単石ダイヤモンドは適しておりません。研磨ホイールの洗浄は、パラフィンで湿らせたフェルトで擦って行います。
製品種類 6. 軸付砥石
軸付砥石は、【細目】になります。ご要望により【中目】も ご提供可能です。
軸付砥石を使用する際の注意点は、速度をあまり高速にしないことです。
多種多様な研削機械に適応します。
研削加工には低速で、研磨加工には高速で使用すると、より高い効果が得られます。
推奨周速度は
【細目】1~5m/秒(200 - 1000 SFM)
【中目】3~15m/秒(600 - 3000 SFM)

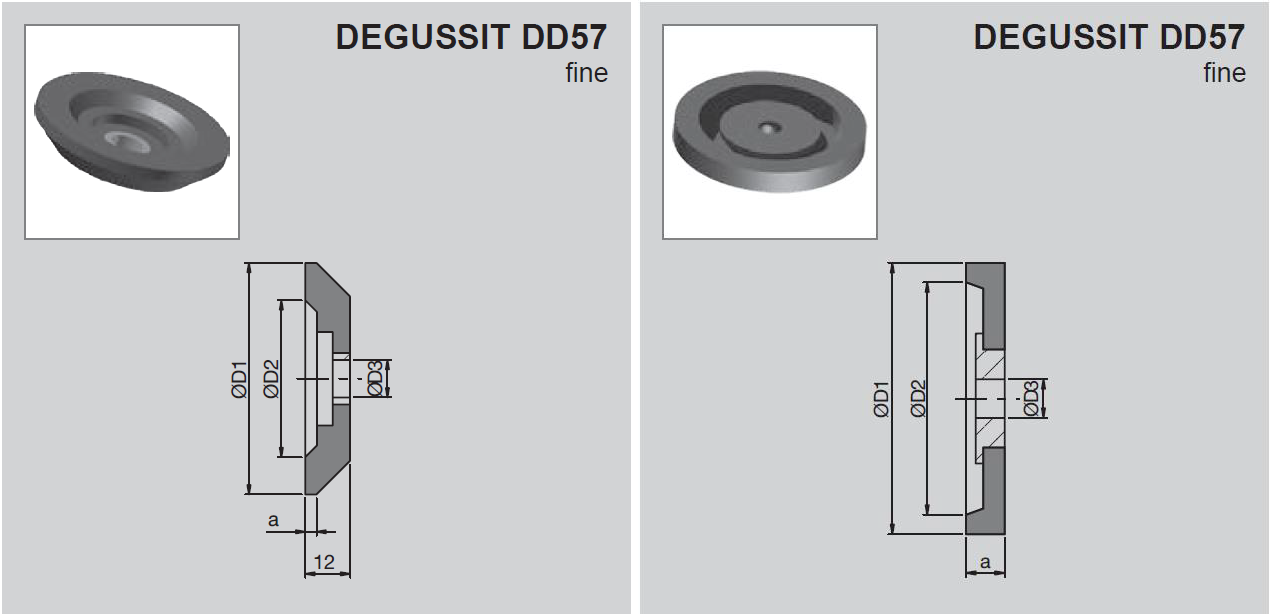
製品種類 7. バニシング (艶出し)ホイール
バニシングホイールは時計や精密機器の機械軸に適しており、
ホイール回転動作において満足のいく結果が得られます。
回転軸の表面仕上がり、及び削りカスの量はバニシングホイールの粗さで決まります。
バニシングホイールの粗さは、粒子サイズの異なるダイヤモンドホイールを用いて磨くことで、ある程度変えることが可能です。バニシングホイールの粗さを大きくすると、表面の仕上がりが粗めになり、作業時間は短縮されます。
機械軸の正確な回転動作を補償するためには、ご利用者様による仕上げが欠かせません。
平均的なワーキングデータは下記のとおりです。
・ダイヤモンドホイール:D30~D250
・バニシングホイールの表面仕上がり:2~15 μm
・回転軸の表面仕上がり:0~21 μm
・冷却剤・潤滑油:パラフィンオイル、切削油、ワセリン
・回転軸径:0.05~8 mm
・過大寸法:0.005~0.05 mm
・バニシング時間:2~40 sec
・バニシングホイール周速度:180~300 m/min (3~5m/sec)
・ワーク速度:3~10 m/min